ENERGY_EFFICIENCY_IN_ELECTRICAL_UTILITIES
(Chapter 7:Cooling tower)
Introduction
Cooling towers are a very important part of many chemical plants. The primary task of a cooling tower
is to reject heat into the atmosphere. They represent a relatively inexpensive and dependable means
of removing low-grade heat from cooling water. The make-up water source is used to replenish water
lost to evaporation. Hot water from heat exchangers is sent to the cooling tower. The water exits the
cooling tower and is sent back to the exchangers or to other units for further cooling. Typical closed
loop cooling tower system is shown in Figure 7.1.
Cooling Tower Types
Cooling towers fall into two main categories: Natural draft and Mechanical draft.
Natural draft towers use very large concrete chimneys to introduce air through the media. Due to the
large size of these towers, they are generally used for water flow rates above 45,000 m*/hr. These types
of towers are used only by utility power stations.
Mechanical draft towers utilize large fans to force or suck air through circulated water. The water falls
downward over fill surfaces, which help increase the contact time between the water and the air - this
helps maximise heat transfer between the two. Cooling rates of Mechanical draft towers depend upon
their fan diameter and speed of operation. Since, the mechanical draft cooling towers are much more
widely used; the focus is on them in this chapter.
Mechanical draft towers
Mechanical draft towers are available in the following airflow arrangements:
1. Counter flows induced draft.
2. Counter flow forced draft.
3. Cross flow induced draft.
In the counter flow induced draft design, hot water enters at the top, while the air is introduced at the
bottom and exits at the top. Both forced and induced draft fans are used.
In cross flow induced draft towers, the water enters at the top and passes over the fill. The air, however,
is introduced at the side either on one side (single-flow tower) or opposite sides (double-flow tower).
An induced draft fan draws the air across the wetted fill and expels it through the top of the structure.
The Figure 7.2 illustrates various cooling tower types. Mechanical draft towers are available in a large
range of capacities. Normal capacities range from approximately 10 tons, 2.5 m3/hr flow to several
thousand tons and m3/hr. Towers can be factory built or field erected — for example concrete towers
are only field erected.
Many towers are constructed so that they can be grouped together to achieve the desired capacity.
Thus, many cooling towers are assemblies of two or more individual cooling towers or “cells.” The
number of cells they have, e.g., a eight-cell tower, often refers to such towers. Multiple-cell towers
can be lineal, square, or round depending upon the shape of the individual cells and whether the air
inlets are located on the sides or bottoms of the cells.
Components of Cooling Tower
The basic components of an evaporative tower are: Frame and casing, fill, cold water basin, drift
eliminators, air inlet, louvers, nozzles and fans.
Frame and casing: Most towers have structural frames that support the exterior enclosures (casings),
motors, fans, and other components. With some smaller designs, such as some glass fiber units, the
casing may essentially be the frame.
Fill: Most towers employ fills (made of plastic or wood) to facilitate heat transfer by maximising water
and air contact. Fill can either be splash or film type.
With splash fill, water falls over successive layers of horizontal splash bars, continuously breaking
into smaller droplets, while also wetting the fill surface. Plastic splash fill promotes better heat transfer
than the wood splash fill.
Film fill consists of thin, closely spaced plastic surfaces over which the water spreads, forming a thin
film in contact with the air. These surfaces may be flat, corrugated, honeycombed, or other patterns.
The film type of fill is the more efficient and provides same heat transfer in a smaller volume than the
splash fill.
Cold water basin: The cold water basin, located at or near the bottom of the tower, receives the
cooled water that flows down through the tower and fill. The basin usually has a sump or low point for the cold water discharge connection. In many tower designs, the cold water basin is beneath
the entire fill.
In some forced draft counter flow design, however, the water at the bottom of the fill is channeled to
a perimeter trough that functions as the cold water basin. Propeller fans are mounted beneath the fill
to blow the air up through the tower. With this design, the tower is mounted on legs, providing easy
access to the fans and their motors.
Drift eliminators: These capture water droplets entrapped in the air stream that otherwise would be
lost to the atmosphere.
Air inlet: This is the point of entry for the air entering a tower. The inlet may take up an entire side
of a tower—cross flow design— or be located low on the side or the bottom of counter flow designs.
Louvers: Generally, cross-flow towers have inlet louvers. The purpose of louvers is to equalize air
flow into the fill and retain the water within the tower. Many counter flow tower designs do not require
louvers.
Nozzles: These provide the water sprays to wet the fill. Uniform water distribution at the top of the
fill is essential to achieve proper wetting of the entire fill surface. Nozzles can either be fixed in place
and have either round or square spray patterns or can be part of a rotating assembly as found in some
circular cross-section towers.
Fans: Both axial (propeller type) and centrifugal fans are used in towers. Generally, propeller fans are
used in induced draft towers and both propeller and centrifugal fans are found in forced draft towers.
Depending upon their size, propeller fans can either be fixed or variable pitch.
A fan having non-automatic adjustable pitch blades permits the same fan to be used over a wide range
of kW with the fan adjusted to deliver the desired air flow at the lowest power consumption.
Automatic variable pitch blades can vary air flow in response to changing load conditions.
Tower Materials
In the early days of cooling tower manufacture, towers were constructed primarily of wood. Wooden
components included the frame, casing, louvers, fill, and often the cold water basin. If the basin was
not of wood, it likely was of concrete.
Today, tower manufacturers fabricate towers and tower components from a variety of materials. Often
several materials are used to enhance corrosion resistance, reduce maintenance, and promote reliability
and long service life. Galvanized steel, various grades of stainless steel, glass fiber, and concrete are
widely used in tower construction as well as aluminum and various types of plastics for some
components.
Wood towers are still available, but they have glass fiber rather than wood panels (casing) over the
wood framework. The inlet air louvers may be glass fiber, the fill may be plastic, and the cold water
basin may be steel.
Larger towers sometimes are made of concrete. Many towers—casings and basins—are constructed
of galvanized steel or, where a corrosive atmosphere is a problem, stainless steel. Sometimes a
galvanized tower has a stainless steel basin. Glass fiber is also widely used for cooling tower casings
and basins, giving long life and protection from the harmful effects of many chemicals.
Plastics are widely used for fill, including PVC, polypropylene, and other polymers. Treated wood
splash fill is still specified for wood towers, but plastic splash fill is also widely used when water
conditions mandate the use of splash fill. Film fill, because it offers greater heat transfer efficiency, is
the fill of choice for applications where the circulating water is generally free of debris that could plug
the fill passageways.
Plastics also find wide use as nozzle materials. Many nozzles are being made of PVC, ABS,
polypropylene, and glass-filled nylon. Aluminum, glass fiber, and hot-dipped galvanized steel are
commonly used fan materials. Centrifugal fans are often fabricated from galvanized steel. Propeller
fans are fabricated from galvanized, aluminum, or molded glass fiber reinforced plastic.
Fanless Cooling Towers
Basis of Theory
Fanless cooling tower (Figure 7.3) takes advantage of the water pressure of the existing water circulation pump forming a water screen with specially designed ejection headers. As the water flows through the nozzles at high velocity, based on a ejector principle, low pressure is created which sucks the ambient cold air into the tower. The kinetic energy of
Water entering the cooling tower
is converted into kinetic energy of the air by the use of specially designed ejector nozzles. Water
Pressure required in the Jet
Ejector Nozzles is min. 0.5 Bar.
The incoming air passes through
the fills at the bottom while the ejected water falls on the fills thus enabling a counter current heat
exchange between water and air. Drift eliminators are provided to contain the drift losses.
Features of Fanless Cooling Tower Energy saving
Since fans are not used in this type of cooling there is a considerable saving of power even though
marginally higher power consumption is required for the pump.
Low noise
The noises of traditional cooling tower originate from the operating fans and motors. Further the
vibration caused by these transmission units reinforces the noise resonance. This problem is eliminated
in fanless cooling tower since no fan/motor is used.
Water saving
The velocity of water is less than that in conventional cooling tower. In combination with high efficiency
drift eliminators this can reduce the drift loss to 0.001% which is much less than that for a conventional
tower. Since the water droplets will be less than 50 micron it evaporates immediately without causing
any pollution nearby
Low maintenance cost
Since the fanless cooling tower has no mechanical equipment such as fan, motor, gearbox etc. there
is hardly any maintenance required, provided the quality of circulation water is kept clean and well
maintained.
Cooling Tower Performance
The important parameters, from the point of determining the performance of cooling towers, are:
i) “Range” is the difference between the cooling tower water inlet and outlet temperature. (see
Figure 7.4).
ll) “Approach” is the difference between the cooling tower outlet cold water temperature and
ambient wet bulb temperature. Although, both range and approach should be monitored, the
‘Approach’ is a better indicator of cooling tower performance. (see Figure 7.4).
111) Cooling tower effectiveness (in percentage) is the ratio of range, to the ideal range, i.e.,
difference between cooling water inlet temperature and ambient wet bulb temperature, or in
other words it is = Range / (Range + Approach).
Iv) Cooling capacity is the heat rejected in kcal/hr or TR, given as product of mass flow rate of
water, specific heat and temperature difference.
v) Evaporation loss is the water quantity evaporated for cooling duty and, theoretically, for every
10,00,000 kcal heat rejected, evaporation quantity works out to 1.8 m3. An empirical relation
used often is:
*Evaporation Loss (m3/hr) = 0.00085 x 1.8 x circulation rate (m3/hr) x (T1-T2)
T1-T2 = Temp. difference between inlet and outlet water.
*Source: Perry’s Chemical Engineers Handbook (Page: 12-17)
vi) Cycles of concentration (C.O.C) is the ratio of dissolved solids in circulating water to the
dissolved solids in make up water.
vil) Blowdown losses depend upon cycles of concentration and the evaporation losses and is given
by relation:
Blow Down = Evaporation Loss / (C.O.C. — 1)
viii) Liquid/Gas (L/G) ratio, of a cooling tower is the ratio between the water and the air mass flow
rates. Against design values, seasonal variations require adjustment and tuning of water and
air flow rates to get the best cooling tower effectiveness through measures like water box
loading changes, blade angle adjustments.
Thermodynamics also dictate that the heat removed from the water must be equal to the heat absorbed
by the surrounding air:
Factors Affecting Cooling Tower
Performance
Capacity
Heat dissipation (in kcal/hour) and circulated flow rate (m3/hr) are not sufficient to understand cooling
tower performance. Other factors, which we will see, must be stated along with flow rate m*/hr. For
example, a cooling tower sized to cool 4540 m3/hr through a 13.9°C range might be larger than a
cooling tower to cool 4540 m3/hr through 19.5°C range.
Range Range is determined not by the cooling tower, but by the process it is serving. The range at the exchanger
is determined entirely by the heat load and the water circulation rate through the exchanger and on to
the cooling water.
Range °C = Heat Load in kcal/hour / Water Circulation Rate in LPHThus, Range is a function of the heat load and the flow circulated through the system.
Cooling towers are usually specified to cool a certain flow rate from one temperature to another
temperature at a certain wet bulb temperature. For example, the cooling tower might be specified to
cool 4540 m3/hr from 48.9°C to 32.2°C at 26.7°C wet bulb temperature.
Cold Water Temperature 32.2°C — Wet Bulb Temperature (26.7°C) = Approach (5.5°C)
As a generalization, the closer the approach to the wet bulb, the more expensive the cooling tower due to increased size. Usually a 2.8°C approach to the design wet bulb is the coldest water temperature that cooling tower manufacturers will guarantee. Ifflow rate, range, approach and wet bulb had to be ranked in the order of their importance in sizing |a tower, approach would be first with flow rate closely following the range and wet bulb would be of lesser importance.
Heat Load
The heat load imposed on a cooling tower is determined by the process being served. The degree of
cooling required is controlled by the desired operating temperature level of the process. In most cases,
a low operating temperature is desirable to increase process efficiency or to improve the quality or
quantity of the product. In some applications (e.g. internal combustion engines), however, high operating
temperatures are desirable.
The size and cost of the cooling tower is proportional to the heat load. If
heat load calculations are low undersized equipment will be purchased. If the calculated load is high,
oversize and more costly, equipment will result.
Process heat loads may vary considerably depending upon the process involved. Determination of accurate
process heat loads can become very complex but proper consideration can produce satisfactory results.
On the other hand, air conditioning and refrigeration heat loads can be determined with greater accuracy.
Information is available for the heat rejection requirements of various types of power equipment. A
sample list is as follows:
Air Compressor
- Single-stage - 129 kcal/kW/hr
- Single-stage with after cooler - 862 kcal/kW/hr
- Two-stage with intercooler - 518 kceal/kW/hr
- Two-stage with intercooler and after cooler - 862 kcal/kW/hr
- Refrigeration,Compression - 63 kcal/min/TR
- Refrigeration, Absorption - 127 kcal/min/TR
-Steam Turbine Condenser - 555 kcal/kg of steam
-Diesel Engine, Four-Cycle, Supercharged - 880 kcal/kW/hr
- Natural Gas Engine, Four-cycle - 1523 keal/kW/hr
(18 kg/cm2 compression)
Wet Bulb Temperature
Wet bulb temperature is an important factor in performance of evaporative water cooling equipment.
It is a controlling factor from the aspect of minimum cold water temperature to which water can be
cooled by the evaporative method. Thus, the wet bulb temperature of the air entering the cooling tower
determines operating temperature levels throughout the plant, process, or system. Theoretically, a
cooling tower will cool water to the entering wet bulb temperature, when operating without a heat
load.
However, a thermal potential is required to reject heat, so it is not possible to cool water to the
entering air wet bulb temperature, when a heat load is applied. The approach obtained is a function of
thermal conditions and tower capability.
Initial selection of towers with respect to design wet bulb temperature must be made on the basis of
conditions existing at the tower site. The temperature selected is generally close to the average maximum
wet bulb for the summer months. An important aspect of wet bulb selection is, whether it is specified as
ambient or inlet. The ambient wet bulb is the temperature, which exists generally in the cooling tower
area, whereas inlet wet bulb is the wet bulb temperature of the air entering the tower.
The later can be,
and often is, affected by discharge vapors being recalculated into the tower. Recirculation raises the
effective wet bulb temperature of the air entering the tower with corresponding increase in the cold water
temperature. Since there is no initial knowledge or control over the recirculation factor, the ambient wet
bulb should be specified. The cooling tower supplier is required to furnish a tower of sufficient capability
to absorb the effects of the increased wet bulb temperature peculiar to his own equipment.
It is very important to have the cold water temperature low enough to exchange heat or to condense
vapours at the optimum temperature level. By evaluating the cost and size of heat exchangers versus
the cost and size of the cooling tower, the quantity and temperature of the cooling tower water can be
selected to get the maximum economy for the particular process.
The Table 7.1 illustrates the effect of approach on the size and cost of a cooling tower.
The towers included
were sized to cool 4540 m*/hr through a 16.67°C range at a 26.7°C design wet bulb. The overall width
of all towers is 21.65 meters; the overall height, 15.25 meters, and the pump head, 10.6 m approximately.
Approach and Flow
Suppose a cooling tower is installed that is 21.65 m wide x 36.9 m long x 15.24m high, has three 7.32
m diameter fans and each powered by 25 kW motors. The cooling tower cools from 3632 m*/hr water
from 46.1°C to 29.4°C at 26.7°C WBT dissipating 60.69 million kcal/hr. The Table 7.2 shows what
would happen with additional flow but with the range remaining constant at 16.67°C. The heat dissipated
varies from 60.69 million kcal/hr to 271.3 million kcal/hr.
For meeting the increased heat load, few modifications would be needed to increase the water flow
through the tower. However, at higher capacities, the approach would increase.
Range, Flow and Heat Load
Range is a direct function of the quantity of water circulated and the heat load. Increasing the range
as a result of added heat load does require an increase in the tower size. If the cold water temperature
is not changed and the range is increased with higher hot water temperature, the driving force between
the wet bulb temperature of the air entering the tower and the hot water temperature is increased, the
higher level heat is economical to dissipate.
If the hot water temperature is left constant and the range is increased by specifying a lower cold water
temperature, the tower size would have to be increased considerably. Not only would the range be
increased, but the lower cold water temperature would lower the approach. The resulting change in
both range and approach would require a much larger cooling tower.
Approach & Wet Bulb Temperature
The design wet bulb temperature is determined by the geographical location. Usually the design wet
bulb temperature selected is not exceeded over 5 percent of the time in that area. Wet bulb temperature
is a factor in cooling tower selection; the higher the wet bulb temperature, the smaller the tower required
to give a specified approach to the wet bulb at a constant range and flow rate.
A 4540 m3/hr cooling tower selected for a 16.67°C range and a 4.45°C approach to 21.11°C wet bulb
would be larger than a 4540 m3/hr tower selected for a 16.67°C range and a 4.45°C approach to a
26.67°C wet bulb. Air at the higher wet bulb temperature is capable of picking up more heat. Assume
that the wet bulb temperature of the air is increased by approximately 11.1°C.
As air removes heat
from the water in the tower, each kg of air entering the tower at 21.1°C wet bulb would contain 18.86
kcals and if it were to leave the tower at 32.2°C wet bulb it would contain 24.17 kcal per kg of air.
In the second case, each kg of air entering the tower at 26.67°C wet bulb would contain 24.17 kcal and
were to leave at 37.8°C wet bulb it would contain 39.67 kcal per kg of air.
In going from 21.10C to 32.20C, 12.1 kcal per kg of air is picked up, while 15.5 kcal/kg of air is picked
up in going from 26.67°C to 37.8°C.
Fill Media Effects
In a cooling tower, hot water is distributed above fill media which flows down and is cooled due to
evaporation with the intermixing air. Air draft is achieved with use of fans. Thus some power is
consumed in pumping the water to a height above the fill and also by fans creating the draft.
An energy efficient or low power consuming cooling tower is to have efficient designs of fill media
with appropriate water distribution, drift eliminator, fan, gearbox and motor. Power savings in a cooling
tower, with use of efficient fill design, is directly reflected as savings in fan power consumption and
pumping head requirement.
Function of Fill media in a Cooling Tower
Heat exchange between air and water is influenced by surface area of heat exchange, time of heat
exchange (interaction) and turbulence in water effecting thoroughness of intermixing. Fill media in
a cooling tower is responsible to achieve all of above.
Splash and Film Fill Media:
As the name indicates, splash fill media generates the required heat
exchange area by splashing action of water over fill media and hence breaking into smaller water droplets.
Thus, surface of heat exchange is the surface area of the water droplets, which is in contact with air.
Film Fill and its Advantages
In a film fill, water forms a thin film on either side of the fill sheets. Thus area of heat exchange is the
surface area of the fill sheets, which is in contact with air.
Typical comparison between various fill media is shown in Table 7.3.
Due to fewer requirements of air and pumping head, there is a tremendous saving in power with the
invention of film fill.
Recently, low-clog film fills with higher flute sizes have been developed to handle high turbid waters.
For sea water, low clog film fills are considered as the best choice in terms of power saving and
performance compared to conventional splash type fills.
Choosing a Cooling Tower
The counter-flow and cross flows are two basic designs of cooling towers based on the fundamentals
of heat exchange. It is well known that counter flow heat exchange is more effective as compared to
cross flow or parallel flow heat exchange.
Cross-flow cooling towers are provided with splash fill of concrete, wood or perforated PVC. Counterflow cooling towers are provided with both film fill and splash fill.
Typical comparison of Cross flow Splash Fill, Counter Flow Tower with Film Fill and Splash fill is
shown in Table 7.4. The power consumption is least in Counter Flow Film Fill followed by Counter
Flow Splash Fill and Cross-Flow Splash Fill.
Efficient System Operation I Cooling Water Treatment
Cooling water systems is one of the Critical utility in Power plants, process industries and in Airconditioning systems. The power plant performance, Chiller performance have direct effect on energy
consumption, based on Cooling water temperatures which in turn is maintained by good cooling
water treatment.
The various problems in Cooling water system and the corrective measures required are discussed
below.
a) Water Side Problems
Usually the typical problems that any (Open) cooling system meets with are:
© Corrosion and/or Scale formation
© Biological/Micro-biological fouling
Corrosion:
Corrosion, being not a precisely understood phenomenon, is a function of various factors of which the
following are the main factors responsible for promoting corrosion in the system; high salinity of the
water, low PH, low Alkalinity, presence of corrosive gases (mainly oxygen and CO,), dissimilarity of
the metals etc.
Corrosion can either lead to failure of the metallurgy (leakages in the heat exchangers) and/or deposit
formation of corrosion products.
Scale Formation:
The main sources for the scale formation in the Open Evaporative Condenser circuit are:
Hard water containing, high levels of Calcium and Magnesium, high level of PH and Alkalinity. An
open evaporative cooling systems (condenser water systems) operated on softened water can meet
with severe scaling problems when
¢ PH of the circulating water is above 9.0
¢The total Alkalinity as CaCO, is above 550 ppm
¢ Temporary hardness in the sources of make-up is above 200 ppm
Biological/Micro-Biological Fouling
Systems exposed to sunlight (mainly cooling tower) often meet with severe problem of algae formation.
Other problems associated with algae are slime mass, fungi and various species of bacteria.
Bacteria being miniature bodies, of which growth is not controlled, can lead to the formation of fine
masses of suspended particles that lead to fouling and deposit formation. Algae obviously block the
nozzles of the cooling tower and thus reduce temperature drop across the tower. Slime masses again
are responsible for fouling and deposit formation.
Deposit Formation:
Foreign matter such as; turbidity, sand, silt, mud, air borne debris and other suspended impurities are
the sources of deposits formation. Corrosion products that are formed also add to the deposit formation.
b) Energy Losses:
Regardless of the type of system, be it open or closed, if it meets with any of the above problems,
either the cooling tower nozzles are blocked resulting in reduced Delta ‘T’ and/or the deposits/scales
are formed on the heat transfer surfaces.
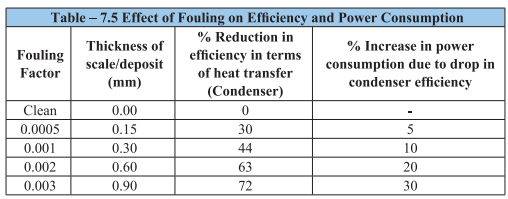
For example, the energy losses due to scale and deposit formation in a cooling water circuit of a
refrigeration system are significant as shown in Table 7.5. The scale and deposit on the heat transfer
area In process equipment can also cause production loss.
c) Solution to the Problems
ON line / OFF Line Chemical Cleaning
Depending on the criticality the plant management may adopt ON line/ OFF line cleaning systems.
Preventive Treatment
For preventive treatment, a wide range of chemicals are available in the market and formulations
manufactured by reputed companies are generally very safe to use in the system.
Corrosion/Scale Inhibitors
To control corrosion and scale formation depending upon the severity of each of the problem, either
or both chemicals should be used and the selection of the chemicals should be made in accordance
with the quality of the make-up water available for plant operation.
Dispersants (For Deposit Formation)
Suitable dispersants help in controlling the deposit formation and selection of the dispersants is made
in accordance with the nature of suspended solids/deposits forming particulate present in the water.
Side Stream FilterCirculating water having very high levels of turbidity and/or suspended impurities should be facilitated
with side stream filters. Side stream filters are generally selected to handle 2% to 5% of the total rate of circulation, but to ensure that the total water content in the system (hold-up volume) is filtered
approximately once in 12 hours.
Bio Dispersants and Biocides
To combat problems arising due to the growth of biological and micro biological species, such as
algae, fungi, slime, bacteria etc. It is very essential to select a combination of oxidizing and nonoxidizing biocides. Bio-dispersants are used to remove the upper layer of the biological masses and
allow better penetration of biocides in the lower layers of bio-masses.
Chlorination
Chlorination is the most effective and most economical oxidizing biocide. Chlorination for the smaller
systems may be done with hypo chlorite based products and for the larger systems having hold-up
volume in excess of 100 m? be done with suitable gas chlorinators. The safest gas chlorination equipment
are vacuum gravity feed type which can be easily installed on either 50 kg or 100 kg chlorine cylinders.
II Drift Loss in the Cooling Towers
It is very difficult to ignore drift problem in cooling towers. Now-a-days most of the end user
specification calls for 0.02% drift loss.
With technological development and processing of PVC, manufacturers have brought large change in
the drift eliminator shapes and the possibility of making efficient designs of drift eliminators that enable
end user to specify the drift loss requirement to as low as 0.003 — 0.001%.
Il Cooling Tower Fans
The purpose of a cooling tower fan is to move a specified quantity of air through the system, overcoming
the system resistance which is defined as the pressure loss. The product of air flow and the pressure
loss is air power developed/work done by the fan; this may be also termed as fan output and input kW
depends on fan efficiency.
The fan efficiency in turn is greatly dependent on the profile of the blade. An aerodynamic profile with
optimum twist, taper and higher coefficient of lift to coefficient of drop ratio can provide the fan total
efficiency as high as 85-92 %. However, this efficiency is drastically affected by the factors such as
tip clearance, obstacles to airflow and inlet shape, etc.
As the metallic fans are manufactured by adopting either extrusion or casting process it is always
difficult to generate the ideal aerodynamic profiles. The FRP blades are normally hand moulded which
facilitates the generation of optimum aerodynamic profile to meet specific duty condition more
efficiently. Cases reported where replacement of metallic or Glass fibre reinforced plastic fan blades
have been replaced by efficient hollow FRP blades, with resultant fan energy savings of the order of
20-30% and with simple pay back period of 6 to 7 months.
Also, due to lightweight, FRP fans need low starting torque resulting in use of lower HP motors. The
lightweight of the fans also increases the life of the gear box, motor and bearing is and allows for easy
handling and maintenance.
IV Performance Assessment of Cooling Towers
In operational performance assessment, the typical measurements and observations involved are: 1.Cooling tower design data and curves to be referred to as the basis.
2. Intake air WBT and DBT at each cell at ground level using a whirling pyschrometer.
3. Exhaust air WBT and DBT at each cell using a whirling psychrometer.
4.CW inlet temperature at risers or top of tower, using accurate mercury in glass or a digital
thermometer.
5.CW outlet temperature at full bottom, using accurate mercury in glass or a digital thermometer. 6.Process data on heat exchangers, loads on line or power plant control room readings, as relevant.
7.CW flow measurements, either direct or inferred from pump motor kW and pump head and flow
characteristics.
8. CT fan motor amps, volts, kW and blade angle settings
9.TDS of cooling water.
10.Rated cycles of concentration at the site conditions.
11.Observations on nozzle flows, drift eliminators, condition of fills, splash bars, etc.
The findings of one typical trial pertaining to the Cooling Towers of a Thermal Power Plant 3 x 200
MW is given below:
Observations
Unit Load 1 & 3 of the Station = 398 MW
Mains Frequency = 49.3
Inlet Cooling Water Temperature °C = 44 (Rated 43°C)
Outlet Cooling Water Temperature °C = 37.6 (Rated 33°C)
Air Wet Bulb Temperature near Cell °C = 29,3 (Rated 27.5°C)
Air Dry Bulb Temperature near Cell °C = 40.8°C
Number of CT Cells on line with water flow = 45 (Total 48)
Total Measured Cooling Water Flow m3/hr = 70426.76
Measured CT Fan Flow m3/hr = 989544

Comments
¢ Cooling water flow per cell is much lower, almost by 16.5%, need to investigate CW pump
and system performance for improvements. Increasing CW flow through cell was identified as
a key result area for improving performance of cooling towers.
¢ Flow stratification in 3 cooling tower cells identified.
¢ Algae growth identified in 6 cooling tower cells.
¢ Cooling tower fans are of GRP type drawing 36.2 kW average. Replacement by efficient
hollow FRP fan blades is recommended.
Flow Control Strategies
Control of tower air flow can be done by varying methods: starting and stopping (ON-OFF) of fans,
use of two- or three-speed fan motors, use of automatically adjustable pitch fans, and use of variable
speed fans.
ON-OFF fan operation of single speed fans provides the least effective control. Two-speed fans provide
better control with further improvement shown with three speed fans. Automatic adjustable pitch fans and variable-speed fans can provide even closer control of tower cold-water temperature. In multi-cell
towers, fans in adjacent cells may be running at different speeds or some may be on and others off
depending upon the tower load and required water temperature. Depending upon the method of air
volume control selected, control strategies can be determined to minimise fan energy while achieving
the desired control of the Cold water temperature.
Energy Saving Opportunities in Cooling Towers
— Follow manufacturer’s recommended clearances around cooling towers and relocate or
modify structures that interfere with the air intake or exhaust.
- Optimise cooling tower fan blade angle on a seasonal and/or load basis.
— Correct excessive and/or uneven fan blade tip clearance and poor fan balance.
- On old counter-flow cooling towers, replace old spray type nozzles with new square spray
ABS practically non-clogging nozzles.
— Replace splash bars with self-extinguishing PVC cellular film fill.
- Install new nozzles to obtain a more uniform water pattern
— Periodically clean plugged cooling tower distribution nozzles.
- Balance flow to cooling tower hot water basins.
- Cover hot water basins to minimise algae growth that contributes to fouling.
- Optimise blow down flow rate, as per COC limit.
- Replace slat type drift eliminators with low pressure drop, self extinguishing, PVC cellular
units.
— Restrict flows through large loads to design values.
- Segregate high heat loads like furnaces, air compressors, DG sets, and isolate cooling towers
for sensitive applications like A/C plants, condensers of captive power plant etc. A 1°C
cooling water temperature increase may increase A/C compressor kW by 2.7%. A 1°C drop
in cooling water temperature can give a heat rate savings of 5 kcal/kWh in a thermal power
plant.
— Monitor L/G ratio, CW flow rates w.r.t. design as well as seasonal variations. It would help
to increase water load during summer and times when approach is high and increase air flow
during monsoon times and when approach is narrow.
- Monitor approach, effectiveness and cooling capacity for continuous optimisation efforts, as
per seasonal variations as well as load side variations.
- Consider COC improvement measures for water savings.
- Consider energy efficient FRP blade adoption for fan energy savings.
- Consider possible improvements on CW pumps w.r.t. efficiency improvement.
— Control cooling tower fans based on leaving water temperatures especially in case of small units.
- Optimise process CW flow requirements, to save on pumping energy, cooling load,
evaporation losses (directly proportional to circulation rate) and blow down losses.
Case Study: Application of VFD for Cooling Tower (CT) Fan
The rating (KW) of the CT fan is selected for the worst case wet and dry bulb temperatures. In areas
where such temperature conditions occur for a small portion of the year & which require maximum
air flow for this condition,
it is possible to improve energy efficiency by reducing the speed of the fan
(to obtain reduced air flow), using a VFD.
It is therefore necessary to obtain data for the variations in wet and dry bulb temperatures on an annual
basis to arrive at estimates for the energy saved through use of VFD. Alternatively, it is also possible
to install a VFD on a trial basis on the CT fans and measure the electrical power consumed with and
without VFD.
The relationship between the power consumed by the CT fan and the airflow delivered by it follows
a cube law. The potential for energy savings exists if a proper analysis of the cooling system is made.
Implementation with VFD An energy efficient system with VFD can be realized through the use of closed loop control. In this
control method, the return or cold water temperature is used as the feedback signal to the PID controller
which is a standard control block in the drive.
The highlights of control with temperature feedback and drive can be summarized below:
1.An RTD sensor, installed at the CT outlet generates a 4-20 mA current signal as the feedback
to the integrated Process PID Controller in the drive.
2.The set point for the cooled water temperature is entered in engineering units (°C or °F) in the
drive controller.
3.Any error between the set point and the feedback signal (temperature in this case) will be
integrated by the PID controller so that the same, after correction, is zero. For example, if
there is an increase in the outlet temperature (due to wet bulb temperature increase or due to an
increase in plant load), the feedback exceeds the set point & the error A becomes negative. The
PID controller output will now try to increase the drive frequency so that the fans deliver more
cooling air for evaporation. This has the effect of bringing down the outlet temperature. The
correction continues till the feedback signal matches the set point. A similar correction takes
place when the outlet temperature reduces. In that case, the CT fan motor speed is reduced to
bring the A value to zero.
4.This design therefore permits precise control of outlet temperature and conserves energy.
5.In the event of drive failure, the CT fans can still be operated through an optional built-in
bypass circuit which will transfer the power source to the mains supply, thereby ensuring
uninterrupted operation.
Use of VFD for CT fan motors in Ingot manufacturing plant
An aluminium ingot manufacturing plant requires large amounts of water for cooling of the ingots.
Hence cooling tower fans are required to cool the water from the ingot plant. The salient features of
the application are as given below:
1.Drives have been installed on two Cooling Towers.
2. Details of drives supplied as follows:
Details of control and power consumption
The previous method of control employed a digital temperature controller to switch ON & OFF the
CT Fans depending upon the basin temperature. A typical daily regimen employed for CT#1 was as
follows:
(a) 3 Nos. CT Fans running for 8 Hours.
(b) 2 Nos. CT Fans running for 8 Hours.
(c) 1NoCT Fan running for 5 hours.
Trials were taken with the VFD (common to 3 nos. drive motors as shown in Figure 7.6 below) installed
in CT and run for a period of one month to ascertain the power consumption with and without the drive.
It was compared with the power consumed with manual operation (as described above) on a daily
basis. It yielded a significant result in terms of power saved daily.
Savings calculation with VFD operation:
Energy consumed daily with manual control (kWh) = 392
Energy consumed daily with VFD control (kWh) = 254
Energy saved on daily basis with VFD control (kWh) = 138
Energy saved on daily basis with VFD control (%) = 35.2
Unit energy cost (INR) = 5
Number of days of running of fans in a month = 26
Number of months in a year = 12
Annual savings due to VFD operation (INR) = 215280
Average price of drive panel (INR) = 250000
Payback period (Year) = 1.16
*Data for savings extrapolated for annual estimates
In practice, the power saved with VFD operation would also depend upon the wet bulb temperature
which would vary on a seasonal basis. In case of higher temperatures, the VFD would be required to
run at maximum speed during which period, the savings would be negligible. Hence the average annual
savings would reduce depending upon the site environmental conditions. The quantum of savings can
be optimized by having a closed loop system as shown above which will track the outlet water
temperature and determine the drive motor speed accurately.















Comments
Post a Comment